- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Domov > Produkty > Svařovaná ocelová trubka > Ocelová trubka s rovným švem > Podélná svařovaná trubka


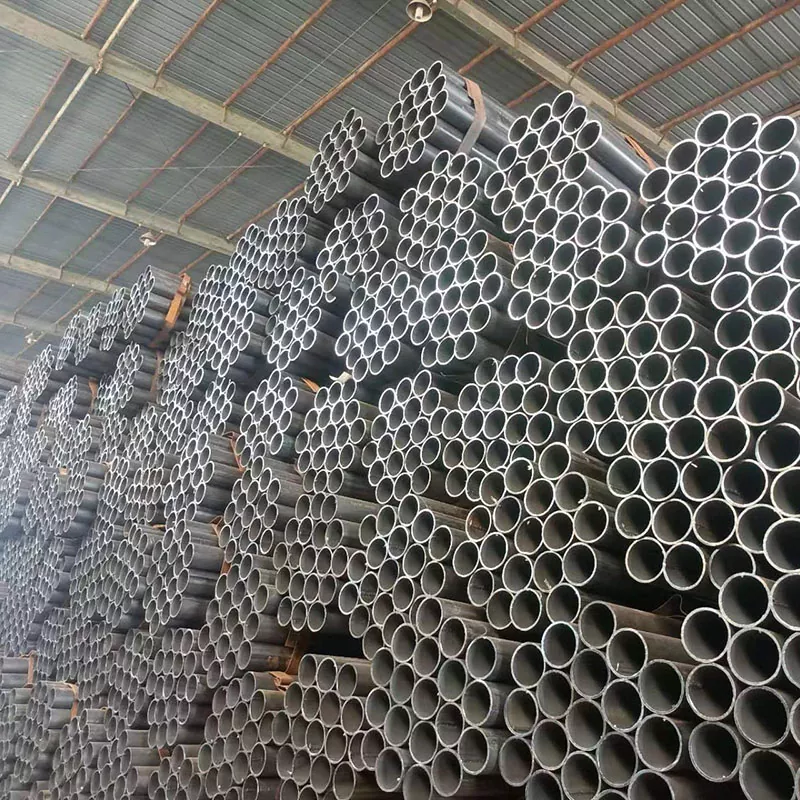


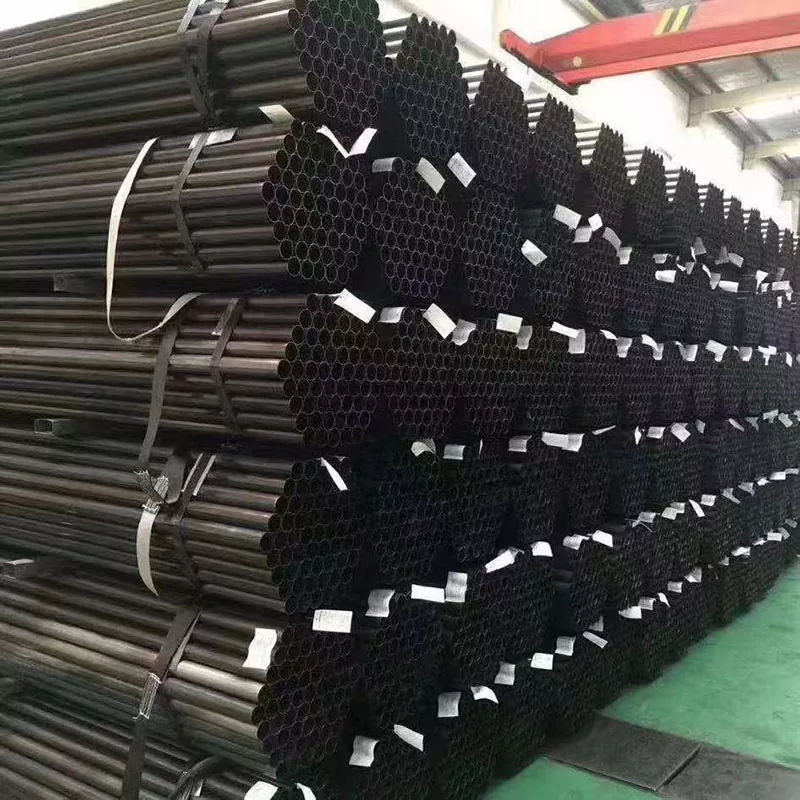
Podélná svařovaná trubka
Podélná svařovaná trubka vyráběná výrobcem Xinlida je ocelový plech nebo ocelový pás válcovaný, svařovaný do přímky technologií svařování (jako je vysokofrekvenční svařování nebo svařování pod tavidlem) za účelem vytvoření trubkové struktury. Ve srovnání s bezešvou ocelovou trubkou je výrobní proces ocelové trubky s rovným švem jednoduchý a náklady jsou nízké, ale pevnost svaru může být o něco nižší než u bezešvé ocelové trubky.
Odeslat dotaz
Popis výrobku
Výrobní proces Longitudinal Welded Pipe následuje základní proces „předúprava suroviny-tvarování-svařování-dokončování“ a každý krok se točí kolem kontroly přesnosti a pevnosti. Metoda zahrnuje následující kroky: za prvé, příprava surovin, výběr ocelového pásu válcovaného za tepla nebo svitkového plechu jako základního materiálu, poté provedení řezání ocelového pásu na požadovanou šířku a přizpůsobení strojnímu odrezování na průměr trubky. povrchové oxidy a nečistoty, aby se zabránilo ovlivnění kvality svařování; a poté vstup do tvářecí fáze, kde je ocelový pás postupně ohýbán do otevřeného kulatého trubkového polotovaru (nebo čtvercového nebo obdélníkového trubkového polotovaru) pomocí kontinuálního válcového tvarovacího stroje, aby se zajistilo, že okraje trubkového polotovaru jsou vyrovnány a zakřivení je jednotné, a položí základ pro následné svařování.


Po tvarování polotovar trubky okamžitě vstoupí do svařovacího spojení a hlavní proud přijme vysokofrekvenční indukční svařování nebo obloukové svařování: vysokofrekvenční svařování používá elektromagnetickou indukci k rychlému zahřátí okraje polotovaru trubky do roztaveného stavu a poté je svařování dokončeno stisknutím vytlačovacího válce a síla svaru je blízko základnímu kovu; obloukové svařování je vhodné pro silnostěnné trubky a spojení je realizováno naplněním tavné lázně elektrodou nebo svařovacím drátem. Po svaření je třeba provést kontrolu svaru (jako je ultrazvuková a rentgenová kontrola), aby se odstranily defekty, jako jsou póry a praskliny, kalibrace průměru trubky na stroji na měření velikosti, správná přímost na rovnacím stroji a nakonec nařezání na pevnou délku a antikorozní úprava povrchu a antikorozní nátěr nakonec tvoří kvalifikované rovné svařované trubkové výrobky.


Hot Tags: Čína podélná svařovaná trubka
Související kategorie
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.





